Additive manufacturing processes can be classified into seven categories:
Powder bed fusion
Powder bed fusion is an additive manufacturing process in which areas of a powder bed are selectively fused together using thermal energy. It is a commonly used additive manufacturing technique in industry, as it is also well suited for serial production. There are a few variations of the process. The most widely used powder bed technique is SLS (Selective Laser Sintering), which is based on laser sintering.
The powder bed fusion process is the oldest and currently the most common metal printing process; the process is also widely used in the printing of plastic parts. The first patent related to the DMLS method was registered in 1971. The next patent came six years later and is very close to the AM processes used today. Many current processes share the same basic operation, and many differ from each other only by the process name, which makes understanding the differences challenging.
There are several different terms used for the powder bed process, such as SLS, DMLS, SLM, and DMP. One reason for this is that many parties have worked with the same or similar processes and avoid using the same names because some of them are company-licensed trademarks.
All processes that use the powder bed process for metal printing also employ a sealed printing chamber filled with protective gas. The protective gas requirements vary between different metal materials; for example, argon is used with titanium powder, whereas nitrogen is commonly used with steel.
Also, the use of shielding gas is beneficial when printing with certain types of plastics.
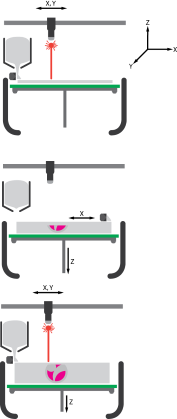
The printing process in powder bed process is as follows:
- The designer designs the part.
- The part or parts are placed within the virtual printing volume.
- The printing volume is sliced into layers (the number of layers depends on the layer height/accuracy).
- A layer of powder is spread over the printing area.
- The powder layer is selectively fused or sintered with a laser beam.
- Parts are built layer by layer, repeating steps 4 and 5 until all layers are printed.
- The printing chamber is cooled.
- Excess powder is recycled, most of which can be reused.
The operation of the system is influenced by many factors, such as heat conduction and radiation, the size of the melt, etc. The system is controlled by adjusting several parameters, such as laser power, particle size, chamber temperature, the support and the size and location of heat sinks, the distance between melt areas, etc. Some variables are more critical than others, but all of them together affect the final quality and success of the part. The design of the part and possible support material is critical in terms of thermal load and stresses, which are typical variables for metal materials.