Additive manufacturing processes can be classified into seven categories:
Binder jetting
Binder Jetting is an additive manufacturing process in which a liquid binder is selectively deposited to join powder materials together.
Binder jetting was developed in 1993 at MIT in the United States.
In this process, a liquid binder is selectively deposited layer by layer using a powder bed as the “printing platform.” From this point of view the operating principle is similar to traditional inkjet printing. At the same time, the powder bed works as a support structure for the printed parts, eliminating the need for separate build platform and support structures.
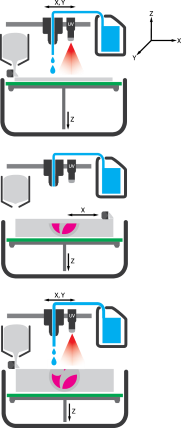
The printers using this process have a printing platform, which is lowered after each printed layer, and a new layer of powder is spread over the surface using a mechanical spreader. After the powder layer is applied, a sliced cross-section of the 3D model is printed onto the powder bed using the binder. Some systems also cure the binder during this step, for example when using UV-curable binders. This process is repeated until all parts of the print job are completed.
In some systems, the powder itself contains the binder, and the printer selectively deposits a solvent that activates the binder. Some systems also apply color agents along with or after the binder, enabling full-color part printing.
Binder jetting systems are available for a wide range of materials, including plastics, metals, sand, and ceramics. Certain materials, such as metal powders, may require a protected environment, such as a sealed chamber filled with inert gas.
In some cases, depending on the material or application, post-processing may not be necessary, such as binder curing, particle sintering, or infiltration of another material into the porous part. For metal prints, Hot Isostatic Pressing (HIP) can be used to achieve higher material density. HIP is typically applied after sintering.
Binder jetting process is most commonly used in mold-making industries, for example, Desktop Metal and Voxeljet manufacture 3D printers for printing sand molds for metal casting. In 2021, Desktop Metal acquired ExOne, and now also produces metal parts using the same method (e.g., stainless steel, bronze, tungsten, etc.).
Post hardening process: In this process, post-curing refers to hardening the printed part by either impregnating it with a curing agent or coating it. For gypsum prints, cyanoacrylate (super glue) is often used to make the fragile gypsum structure hard and dense. For sand prints, resin is commonly used as the curing agent.
Infiltration: The part is placed in a furnace where the binder is burned out, leaving a porous structure. Then, a low-temperature metal (such as bronze) is infiltrated into the part, filling the pores. The result is a dense part (approx. 90–95%).
Sintering: The part is placed in a furnace where the binder is burned out at high temperature, and the remaining metal particles sinter together, forming a solid structure.
Among other things, binder jetting is used for: Color prints (gypsum), Sand prints (e.g., casting molds), Metal parts (via sintering process).
This manufacturing process also allows for the production of large parts. For example, Voxeljet’s largest sand printer (VX4000) has a build volume of 4 × 2 × 1 meters.