Additive manufacturing processes can be classified into seven categories:
Material extrusion
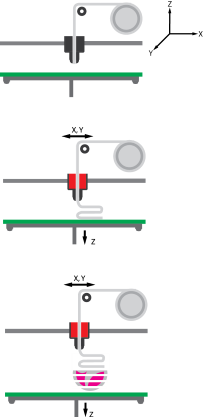
Material extrusion is an additive manufacturing process in which material is added selectively through a nozzle or orifice.
Material extrusion process is currently the most commonly used 3D printing method, especially in consumer devices. It is also the cheapest, slowest, and simplest of the additive manufacturing processes.
Material extrusion processes can be compared to the operation of a hot glue gun, where thermoplastic is extruded through a heated nozzle. The material to be extruded must be partially solid when extruded and must solidify into the extruded shape. The material must also adhere firmly to the previously extruded material. In addition to thermoplastic materials, the material can be paste-like, using a hardening process such as a chemical reaction—for example, a reaction involving a hardener or solvent, a reaction with air, or simply drying.
In basic extrusion devices the material is in filament form (with a thickness of 1.75 or 2.85 mm) and the print head has a feed motor that feeds the filament into the melt zone of the print head. In this case, the general abbreviation for the method is FFF (Fused Filament Fabrication).
In larger-scale devices, the material is typically in pellet form, and the operation of the print head is based on a melting screw. In this case, the abbreviation used for the method is FGF (Fused Granulate Fabrication).
There are numerous manufacturers of extrusion-based 3D printing equipment, and the processes based on this technology go by various names and abbreviations. The most common ones include:
- FDM (Fused Deposition Modeling): A term patented by Stratasys for a 3D printing process based on material extrusion, using thermoplastic/composite filament as the material.
- FFF (Fused Filament Fabrication): A general term for a 3D printing process based on material extrusion, using thermoplastic/composite filament.
- FGF (Fused Granulate Fabrication): A 3D printing process based on material extrusion, using plastic/composite granules as the material.
- CFF (Continuous Filament Fabrication): A 3D printing process that incorporates continuous fiber placement alongside the FFF process.
If the printed part includes large overhanging structures, support material is needed to prevent deformation and ensure the material solidifies into the correct shape. These overhangs can be supported by adding support structures during the design phase or by automatically generating thin support walls during the slicing phase. Some systems feature dual print nozzles, allowing the use of water-soluble support materials, for example.
Extrusion-based systems (especially consumer-grade devices) are generally slower compared to other printing processes. However, for small, rough-surfaced individual parts, consumer-grade devices can perform quite well.
Material extrusion (FGF)
Extrusion-based processes also include robotic printing systems, which can produce parts several meters—or even tens of meters—in size. Nearly all large-scale devices based on extrusion use a screw extruder, and the material is fed in pellet form (FGF).
Material extrusion (Metal)
Printing: When metal is printed using the material extrusion process, the printing occurs similarly to plastic extrusion process, meaning that the material is extruded through a hot nozzle layer by layer, and the material solidifies into shape as the binder in the metal filament cools. After printing, the part is not yet a finished metal piece; it is called a “green part” until it goes through the next process stage.
Debinding: In the binder removal process, most of the wax acting as a binder is dissolved from the green part, for example, using an industrial-grade degreasing agent. After this process, the part is called a “brown part.” In this state, the part is very fragile and prone to breaking.
Sintering is the final step of this printing process, where the brown part goes through a sintering process in an oven, as well as any necessary heat treatment. In the oven, the part shrinks approximately 20% as the remaining binder wax burns away.