Additive manufacturing processes can be classified into seven categories:
Directed Energy Deposition
Directed energy deposition is a 3D printing process in which targeted thermal energy is used to combine materials by melting the material simultaneously with deposition. Targeted thermal energy means that the energy source (such as a laser, electron beam, or plasma arc) is directed to melt the materials being deposited.
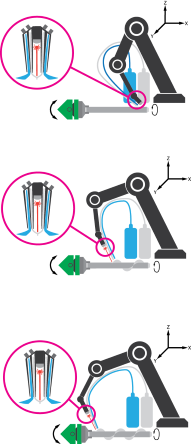
In the Directed Energy Deposition (DED) process, targeted energy is used to join material by melting it, simultaneously as material is fed to the target layer by layer.
There are several variations of the process: the input material can be powder or wire, and the thermal energy can be generated by a laser, electron beam, or plasma arc. Different manufacturers use different variations, although using a laser as the heat source and powder as the material is the most common technique. The microstructure of the printed parts is similar to that of powder bed fusion methods, and in theory, comparable accuracy can also be achieved.
Since in the DED process material is melted and deposited only in the target area, it has natural limitations in the unsupported shapes of parts. In powder bed methods, the powder acts as a support structure for some materials, but in DED processes, such a natural support structure is absent. The complexity of complex structures depends on the DED process used.
DED systems that use powder as a material utilize gas for powder deposition, enabling material addition on surfaces other than horizontal ones. In theory, when using powder, it is possible to mix several different powders in various ratios to alter material properties. This would theoretically allow for a component with a softer core and a wear-resistant surface.
Among filament-fed direct deposition processes, the most common is WAAM (wire-arc additive manufacturing), which refers to systems based on an electric arc that use welding wire as the material. Although the WAAM process is still relatively rare in Finnish industry, there are numerous companies with systems capable of this. One example of such a system is a welding robot cell that uses a Fronius CMT power source. Other equipment manufacturers also offer power sources suitable for this purpose.