Lisäävän valmistuksen prosessit voidaan luokitella seitsemään kategoriaan:
Jauhepetisulatus
Jauhepetisulatus on lisäävän valmistuksen prosessi, jossa jauhepedin alueita liitetään yhteen selektiivisesti lämpöenergialla. Kyseessä on teollisuudessa hyvin yleisesti käytössä oleva lisäävän valmistuksen menetelmä, sillä se soveltuu hyvin käytettävästi myös sarjatuotannossa. Prosessista on muutamia eri variaatioita. Yleisin käytössä oleva jauhepetiprosessi on lasersintraukseen perustuva SLS (Selective Laser Sintering).
Jauhepetisulatus on vanhin ja tällä hetkellä yleisin metallitulostusprosessi, prosessia käytetään myös hyvin yleisesti muoviosien tulostuksessa. Ensimmäinen DMLS prosessia koskeva patentti on rekisteröity 1971. Seuraava patentti tuli kuusi vuotta myöhemmin ja se on hyvin lähellä nykyään käytettäviä AM prosesseja. Useat nykyiset prosessit jakavat saman perustoiminnan ja monet eroavat toisistaan pelkästään prosessinimeltään, joka tekee erojen ymmärtämisestä haastavaa.
Jauhepetisulatuksesta on käytössä useita eri termejä kuten SLS, DMLS, SLM ja DMP). Yksi syy tälle on se, että monet tahot ovat työskennelleet saman tai samankaltaisien prosessien kanssa ja välttävät käyttämästä samoja nimityksiä, koska osa niistä on yritysten lisensoimia tuotemerkkejä.
Kaikki prosessit joissa käytetään jauhepetisulatusta metallien tulostukseen käyttävät suljettua suojakaasulla täytettävää tulostuskammiota. Suojakaasuvaatimukset vaihtelevat eri metallimateriaalien välillä, esimerkiksi titaanijauheen kanssa käytetään argonia, kun taas teräksen kanssa voidaan käyttää typpeä.
Myös joidenkin muovilaatujen tulostuksessa suojakaasun käytöstä on hyötyä.
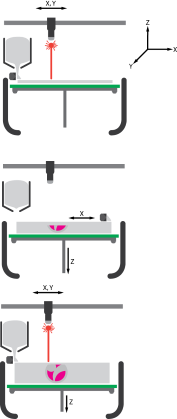
Tulostusprosessi jauhepetiprosesseissa on seuraavanlainen:
- Suunnittelija suunnittelee kappaleen.
- Osa tai osat sijoitetaan virtuaalisen tulostustilavuuden alueelle. Tästä käytetään yleisesti termiä nestaus (nesting).
- Tulostustilavuus siivutetaan kerroksiksi (kerrosmäärä riippuu kerroskorkeudesta/tarkkuudesta)
- Jauhekerros levitetään tulostusalueelle
- Jauhekerros sulatetaan tai sintrataan valikoivasti lasersäteellä.
- Osat muodostetaan kerros kerrokselta toistamalla vaiheita 4 ja 5, kunnes kaikki kerrokset ovat tulostettu.
- Tulostuskammio jäähdytetään.
- Ylimääräinen jauhe kierrätetään, suurin osa siitä voidaan käyttää uudelleen.
Järjestelmän toimintaan vaikuttavat monet tekijät, kuten lämmön johtuminen ja säteily, sulan koko, jne. Järjestelmää kontrolloidaan useita parametreja säätämällä, kuten laserin teho, partikkelikoko, kammion lämpötila, tuki ja lämpönielujen koko ja sijainti, sula-alueiden etäisyys toisistaan. Jotkut muuttujat ovat kriittisempiä kuin toiset, mutta kaikki vaikuttavat yhdessä lopullisen kappaleen laatuun ja onnistumiseen. Osa ja mahdollisen tukimateriaalin suunnittelu on kriittistä lämpökuorman ja jännityksien kannalta, jotka ovat tyypillisiä muuttujia metallimateriaaleilla.